


nj@gwell.cn
+86 15962286913
1. 光伏胶膜高市占率与原料供给的错配
1.1. 中国光伏产业实力强劲,但胶膜原料自给率低
中国光伏产业起步早,发展程度高,在产业链多个环节均有较高的产能比重,现已成为全 球光伏产业发展的推动者和引领者,尤其是光伏胶膜行业在经历行业洗牌后,国外企业已 基本退出市场,根据福斯特年报数据,该企业胶膜生产成本中,约 90%为直接原料成本。 EVA/POE 作为光伏胶膜的核心原料,国产化程度偏低,截止 2021 年,中国 EVA 产能合计 177.2 万吨,占全球的 27%; 而 POE/POP 全球产能超过 100 万吨,由于聚合工艺、茂金 属催化剂、α-烯烃等多个环节存在较高的技术壁垒,POE 产能主要集中在陶氏、三井、 LG 等几家公司手中,中国当前仍未实现 POE 大规模工业化应用。
1.2. 胶膜的种类及对比
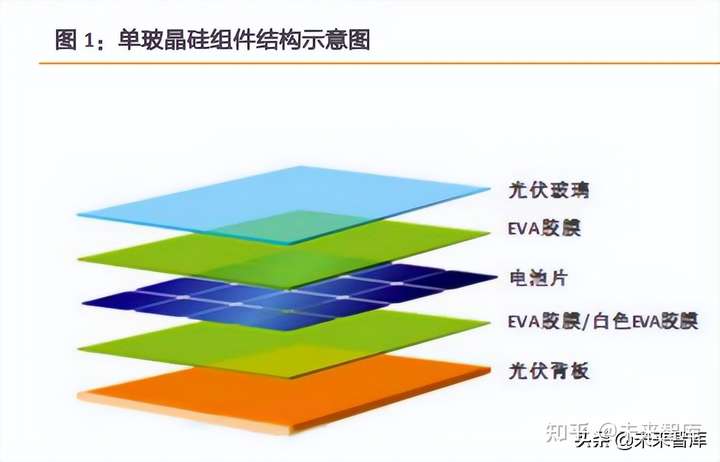
目前市场上的光伏胶膜主要有 4 种:透明 EVA 胶膜、白色 EVA 胶膜、POE 胶膜、共挤型 EPE 胶膜。透明 EVA 胶膜因价格优势、加工性能优势成为当前市场主流封装材料,占比约 为 52%;白色胶膜 EVA 是在 EVA 树脂中加入一定量的钛白粉等白色填料,以提高二次光线的反射率,主要用于单玻、双玻组件的背面封装,使用白色 EVA 替代透明 EVA 时,双玻 组件功率增益可达 7-10W,单玻组件功率增益 1-3W。 POE 胶膜由于其独特的抗 PID 性能,同时其电阻率高、不易水解,是双玻组件的主流封装原料;EPE 胶膜通过共挤工艺将 EVA 与 POE 树脂挤出制造,兼具 EVA 良好的加工性能 与 POE 良好的抗 PID 性能、耐水汽性能。根据 CPIA 的预测,未来几年,透明 EVA 及白色 EVA 胶膜市场比重下滑,EPE 胶膜市场份额将明显提高。
2. EVA:光伏料有望保持较高景气
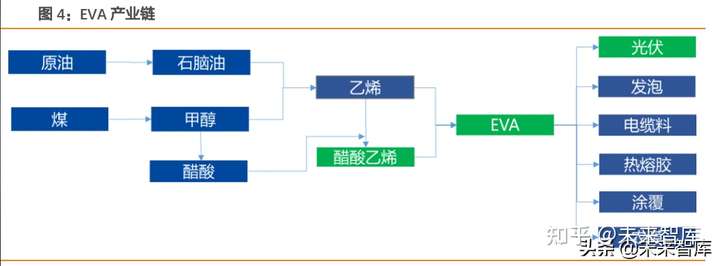
2.1. 产业链结构和主要工艺
EVA 处于化工产业链偏中下游位置,直接原料为乙烯和醋酸乙烯,随着 EVA 产能的快 速扩张,对乙烯法醋酸乙烯需求大幅增长,而乙烯法醋酸乙烯在近 5 年未有有效扩能,供需矛盾日渐突出。
EVA 树脂包括乙烯、醋酸乙烯 VA 共聚物,是以高压聚乙烯为基础发展的新型材料,相对 分子量 20000-50000,与聚乙烯相比,EVA 树脂分子链上接入的醋酸乙烯单体能够降低结晶度,提高其耐冲击性能、柔韧性以及填料混入性、热密封性。
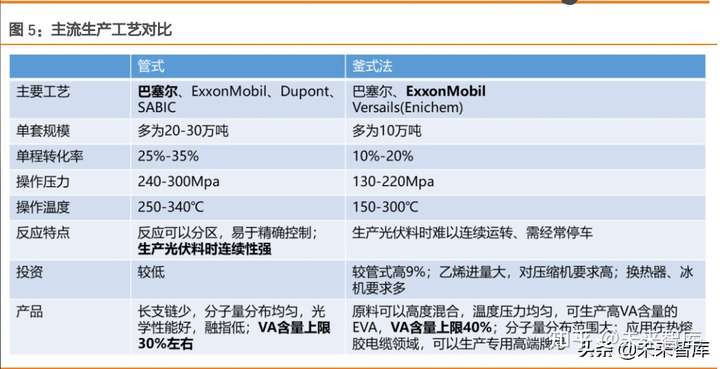
EVA 有 4 种生产工艺:溶液聚合、乳液聚合、悬浮聚合和高压本体连续聚合法。当前工业 化生产均为高压本体连续聚合法,其可分为管式法或釜式法。巴塞尔的管式技术和 ExxonMobil 的釜式技术是当前生产光伏料的主流,相对而言巴塞尔管式法由于配备脉冲阀, 反应过程中可以冲刷反应器内壁,减轻聚合物粘结,减少晶点的形成,可以持续、高比例 的产出光伏料。而釜式法由于未配备脉冲阀,在超高压状态下,EVA 溶于乙烯和 VA,并 在管壁上遇冷析出,造成粘壁,时间越长析出越多,最终脱落形成晶点,因此釜式法在生 产光伏料时需频繁对反应器进行清洗,光伏料比例偏低。
反应中几个指标对产品的影响:
1、反应温度压力:压力越高,分子量越大,熔融粘度,抗应力断裂性能,刚度等提高, 产品光学性能和机械性能提高;
2、熔融指数 MFI:熔融指数是聚合物粘度表征性指标,熔融指数越小,粘度就越大,加工 所需的温度越高。而分子量是决定熔融指数主要因素,分子量越大,熔融指数越小,在实 际生产中,通过分子量调节剂来控制聚合物分子量大小进而控制熔融指数大小和熔融粘度。 主要使用调节剂进行调整,光伏级树脂一般 VA 含量在 28%-33%,MFI 一般在 15-30g/10min;
3、醋酸乙烯含量:含量越高,结晶度越低,产品越软越透明,醋酸乙烯由于取代基较大, 空间位阻大,破坏了聚乙烯链形成的结晶区,并且随着醋酸乙烯增加,结晶度逐渐降低, 结晶度高时,塑料变脆,耐冲击强度下降,透明度下降。
4、晶点问题:由于 EVA 产品粘度,或多或少会粘附在反应器内壁和后冷器内壁上,长此 以往,厚度逐渐增加,掉落下来随着聚合反应的推进,最终形成晶点,而光伏胶膜难点在 于晶点控制,管式法可采用多次通过脉冲冲刷或改变后冷器温度来使得粘附在内壁上的聚 合物掉落下来,长期可有效降低晶点,调节可靠有力;而釜式法只能通过调节后冷器的伴热温度,来解决后冷器的粘附问题,对反应器粘壁问题并没有有效调节措施。
2.2. EVA 供给分析
2.2.1. 全球供应结构
按 VA 含量不同,EVA 可分为三大类品种:EVA 树脂(VA 含量 5%~40%)、EVA 弹性体(VA 含量为 40%~70%)及 EVA 乳液(VA 含量为 70%~95%),本文讨论的均为 EVA 树脂。 据 IHS 统计,2021 年,全球 EVA 产能 650 万吨,东北亚、北美、西欧三大区域占比达到 88%,东北亚细分来看,中国大陆产能 177 万吨(占全球产能 27%)、韩国 118 万吨(占比 18%)、日本 64 万吨(占比 10%)、中国台湾 51 万吨(占比 8%)
2017 年-2020 年,全球 EVA 产能增速较为缓慢,进入 2021 年,在碳达峰、碳中和的推动 下,全球光伏产业进入新的发展阶段,EVA 也迎来新的发展机遇,2021 年,全球新增 EVA 产能达到 110 万吨,其中中国新产能 80 万吨,韩国 30 万吨,未来几年,全球的新产能仍 将主要集中在中国,根据我们的测算,2022 年-2024 年,全球新增 EVA 产能预计达到 108 万吨,产能年均增速达到 5.3%。

2.2.2. 全球贸易流向
EVA 产品的洲际贸易并不活跃,以区域内流通为主,东北亚是全球的贸易核心枢纽,与各 大区域多存在贸易往来,2018 年全球大区域间贸易总量为 85 万吨(仅统计 3 万吨以上的 贸易量)
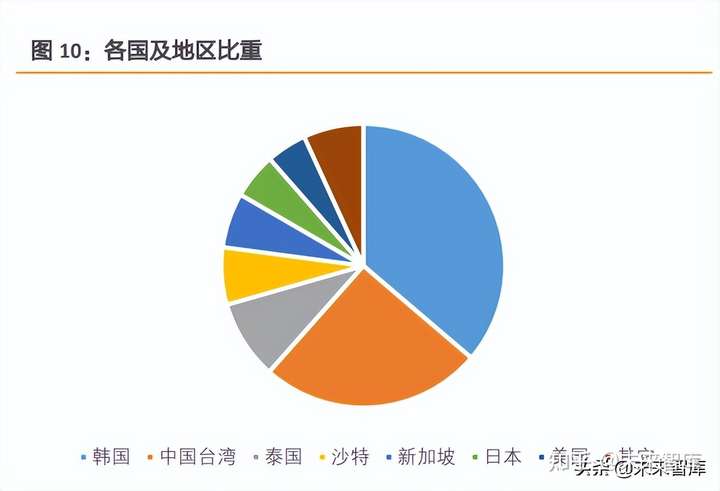
东北亚贸易活跃、中国是全球最大的进口国。中国 EVA 目前产能不足,严重依赖进口,近 五年进口依赖度持续维持在 50%以上,2021 年,中国 EVA 进口量达到 111.67 万吨;进口 结构来看,以韩国、中国台湾、泰国为主,三地占中国进口量的 70%;
2.2.3. 中国 EVA 产业格局
中国 EVA 产能主要分布在沿海及内陆煤化工基地,华东 EVA 产能占比高达 66%,华北、西 北占比分别在 17%和 17%;从下游需求来看,华东和华南两地占国内消费总量的 90%,且两 地分化明显,华东地区由于胶膜企业及电缆企业的迅速扩张,光伏料,电缆料消费占比较 高,华南地区主要是集中在热熔胶、鞋材领域,以发泡、热熔胶等消费为主。 近年来随着大炼化及煤制烯烃发展,民营企业相继涌入 EVA 赛道,供给主体多元化,我们 认为目前已经形成了国营、合资、民营三足鼎立局面。
EVA 因其高透明度、耐久力、黏着力、低熔点、易加工等特性,被广泛的应用于光伏胶膜 领域,作为胶膜的主要成分,对太阳能电池组件起到封装和保护的作用,能提高组件的光 电转换效率,并延长组件的使用寿命。封装材料在光伏组件总成本中占比不高,约 7%左右, 却是决定光伏组件产品质量、寿命的关键性因素,在运营过程中一般要求电池组件的寿命 在 25 年以上,一旦电池组件的胶膜、背板开始黄变、龟裂,电池容易提前报废。
当前国内仅斯尔邦、联泓、台塑三家企业能够生产光伏级透明 EVA,2021 年-2022 年,虽 有多套装置投产,但对于光伏料,一直未形成有效增量,当前供应端仍以斯尔邦、联泓、 台塑及海外货源为主,当前能生产光伏料的装置均已满产,其余装置转产光伏料难度大, 粘度较高,长时间生产会堵管线,老装置转产光伏料需要频繁停车清管线。就新产能来看: 中化泉州、扬子石化、延长榆林未产出光伏料;2022 年,光伏料增量主要是浙石化及 LG 装置。 远期来看,EVA 仍有大量新产能规划,但若生产光伏料,仍需要较长的投产周期:项 目施工周期 3 年左右;投产后,先生产 LDPE 之后转产 EVA 需要 0.5-1 年时间;稳定产出 合格品后,下游胶膜厂商试用需要 3-6 个月,整个项目的周期需要 4 年左右,且并非能全 部产出光伏料,管式法光伏料产率上限 80%-100%,釜式法光伏料上限 10%-30%。

2.3. EVA 需求分析及供需平衡预测
2.3.1. 光伏等需求拉动增长
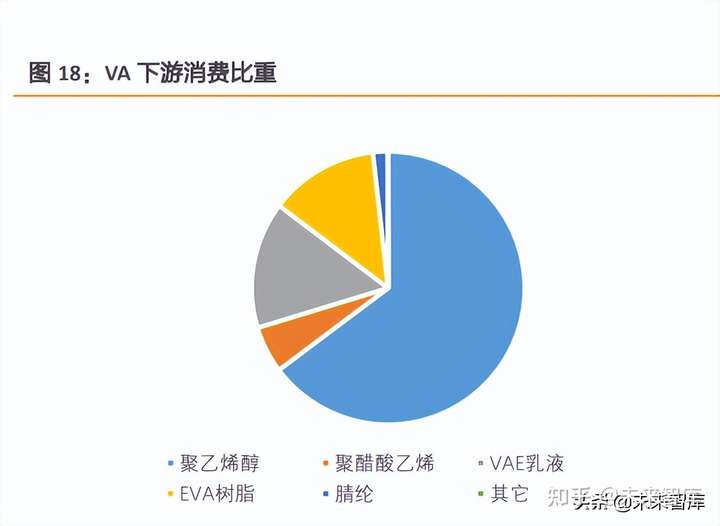
得益于光伏等行业的迅速发展,中国 EVA 消费量快速增长,2021 年,中国 EVA 消费 量达到 205.3 万吨,近 5 年复合增长率 9.52%。EVA 应用广泛,主要集中在光伏、纺织鞋材、 电气等领域,下游消费结构:光伏料 37%、发泡料 28%、电缆料 17%、热熔胶 7%、涂覆 7%、 农膜 1%,光伏料作为第一大消费下游,未来占比仍然有望扩大。
2.3.2. 不同光伏装机容量下,EVA 供需格局推演
随着全球逐渐达成碳中和、碳达峰的共识,以光伏发电为代表的可再生能源越来越受 到各国的青睐,且成为新能源结构中最有竞争力的电源形式,2021 年,全球新增光伏装机 量达到 170GW,创历史新高。未来随着光伏装机成本的下降,全球光伏仍会快速增长,根据光伏协会 CPIA 的预测数据,十四五期间,全球光伏年均装机容量将达到 220GW。
据 CPIA 全球光伏装机容量的预测,并结合胶膜材料份额变化趋势,我们对 EVA 及 POE 的未来的需求进行测算,并分为乐观、保守、均值三种情况: 1、从装机数据来看,全球光伏装机增速在 2021-2023 年达到高峰期,之后增速相对 回落 2、均值情况下对 EVA 树脂的需求增量分别达到 24 万吨(2021 年)、21 万吨(2022 年) 、15 万吨(2023 年)、10 万吨(2024 年),结合全球新增光伏料产能来看,2022 年 光伏料仍供不应求,景气度有望延续 3、后续随着国内 EVA 投产加快,EVA 自给率会逐渐上升,但仍保持较高的进口依赖 度。(报告来源:未来智库)

2.4. EVA 快速扩张,乙烯法 VA 供需逐渐紧张,高景气度仍有望持续
醋酸乙烯 VA 的生产主要包括电石乙炔法、天然气乙炔法和乙烯法:电石乙炔法工艺 简单,生产成本较低,是国内主流工艺,但其能耗高,污染大,且乙炔法制备的 VA 杂质 含量高,尤其是醛类物质含量高于乙烯法,醛类物质对 VA 聚合反应有较大影响,醛能起 到终止链反应的作用,造成长链过少,熔指过高,力学性能变差,强度变低。因此,EVA、 VAE 乳液一般更倾向于使用非电石法醋酸乙烯。
2017 年至 2020 年,醋酸乙烯传统下游消费低迷,部分小散用户因环保、安全等因素 难以达标生产,产能受到压缩甚至停产,最大的下游聚乙烯醇严重产能过剩,仍处于调整 期,VA 呈现结构性供给过剩,近 5 年一直未有新产能投放。进入到 2021 年,醋酸乙烯大 幅上涨,主要有两个原因:1、电石成本大幅上涨,推高醋酸乙烯报价,同时价格难以有 效向下传导,大量企业负荷低位运行;2、随着下游 EVA 的大量投产,对高端乙烯法醋酸 乙烯需求大幅增加,VA 景气度回升。
2.5. EVA 盈利跟踪及预测
EVA 的直接原料主要包括乙烯、醋酸乙烯,除此之外还有过氧化物引发剂、分子量调节剂 等助剂,我们采用电缆级 EVA 价格,乙烯和醋酸乙烯采用市场价格,并按照 Basell 管式法 投资规模估算 EVA 利润水平,历史 10 年平均净利润约 1040 元/吨,平均 ROE=29% 2021 年,美国寒潮导致全球 EVA 供给减少,国内新装置虽有投产,但一直未形成有效增 量,三季度原料价格大幅上涨,光伏、发泡等终端需求亦进入旺季,供需失衡加剧,EVA 价格创历史新高,光伏料价格达到 28000 元/吨左右。
未来随着 EVA 新产能的投产,国内自给率逐渐提高,供应偏紧的状况会有所缓解,但当前 国内 EVA 仍有超过 100 万吨的缺口,且光伏、电缆等领域仍具有很高的增速,根据测算, 到 2024 年,国内 EVA 仍会维持较高的进口依赖度,行业整体盈利仍会维持较好水平。
3. POE 高成长赛道,技术瓶颈待突破
3.1. POE 特性和消费结构
聚烯烃类弹性体是由乙烯与丙烯或其他α-烯烃(如 1-丁烯、1-己烯、1-辛烯等)共聚而 成的一类聚烯烃材料。与聚烯烃塑料相比,其分子链内共聚单体的含量更高,密度更低。 聚烯烃弹性体主要有乙丙共聚物和乙烯/α-烯烃共聚物两大类,其中乙丙共聚物弹性体包 括二元乙丙橡胶(EPM)和三元乙丙橡胶(EPDM)两种,乙烯/α-烯烃共聚物弹性体则主 要有乙烯/α-烯烃无规共聚物(POE)和乙烯/α-烯烃嵌段共聚物(OBC)两种。OBC 特 点:既有低的玻璃化转变温度,又有高的熔点。与 POE 相比,OBC 的耐热性能更好,拉 伸强度、断裂伸长率等更优异,且克服了无规共聚物密度和耐热性能无法平衡的问题。
聚烯烃弹性体(POE)是由乙烯与α-烯烃(1-丁烯、1-己烯或 1-辛烯)无规共聚得到的 弹性体。由于其分子链中既有聚乙烯结晶链段,常温条件下能起到物理交联点的作用,又 存在乙烯与α-烯烃无规共聚链段形成的无定型区,因此,POE 在常温条件下无需硫化即 呈现出橡胶的高弹性,在高于聚乙烯链段熔融温度时又可以发生塑性流动,是一种热塑性 弹性体。 工业应用中乙烯/1-辛烯共聚弹性体性能最好,通常辛烯含量介于 20%-30%,结晶度小于 25%。POE 中,共聚单体含量增加,聚合物密度、硬度、熔融温度均降低,耐热性能下降, POP 和 POE 没有本质区别,只是共聚α-烯烃单体的含量有所区别,共聚单体的含量直接 导致 POE 和 POP 的密度差异。通常 POE 共聚单体质量分数大于 20%,而 POP 共聚单体质 量分数小于 20%,因此 POP 的密度高于 POE。
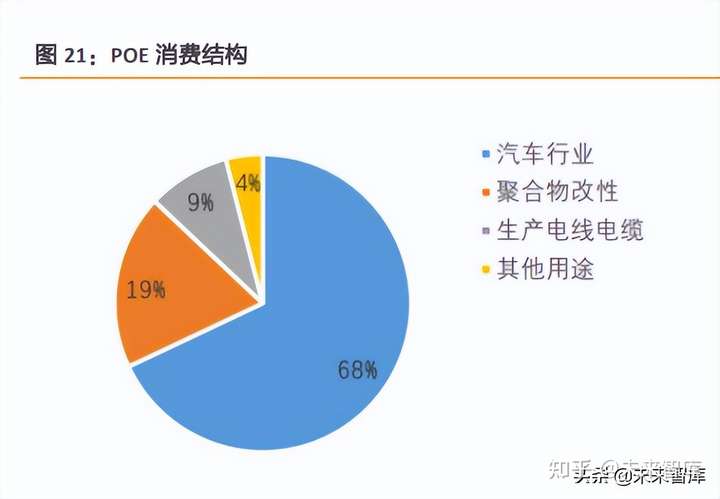
POE 由于其特殊的分子结构,具有良好的流变性能、力学性能、抗紫外线性能,低温韧性 好,同时与聚烯烃具有较好的亲和性,广泛的应用于改性及胶膜制备领域。从终端应用来 看,国内市场以汽车行业为主,占比达到 68%,聚合物改性领域占比 19%,电线电缆领域 9%,其它领域 4%左右。我国 POE 全部依赖进口,消费市场仍有待培育,后续可取代一部 分橡胶及塑料。以汽车为例,国外汽车保险杠领域大部分已经采用 POE 弹性体进行共混改 性;而在国内,只有 20%左右的保险杠材料采用 POE 弹性体,2017 年,中国对 POE 消费 量为 15-18 万吨。
3.2. POE 全球供应结构
全球 POE 产能全部被海外厂商垄断,中国尚未实现工业化应用。全球 POE/POP 总产能超 过 100 万吨/年,陶氏 Dow 是 POE 领域的领导者,其产能占比最高;牌号多达 20 多个品 种;熔指范围分布广,1-30g/10min;研发能力强,产品质量优异。Exxon 是全球最早实现 POE 工业化生产的企业,目前产能达到 17 万吨,除此之外,三井、 LG、SK 等企业也开发了自己的催化剂体系,在 POE 市场中占有一席之地,POE 行业集中 高。
3.3. POE 的生产难点
3.3.1. 催化剂专利壁垒
烯烃配位聚合催化剂的发展决定了聚乙烯品种的演变,经历近几十年的技术升级,POE 催 化剂经历了多代技术迭代:从最初的用于制备 HDPE 的 Ziegler-Natta 催化剂到活性更高、 聚合物结构更可控的单活性中心茂金属催化剂,再到共聚能力更强、耐高温性能更好的限 制几何构型(CGC)催化剂,到不含环戊二烯类配体、结构更丰富的非茂催化剂。
当前商业化应用的催化剂主要是用桥联茂金属催化剂(包括桥联二茂催化剂和 CGC 催化 剂)。这两类催化剂由于具有特殊的配体结构和桥联基团,其茂-金属-茂或茂-金属-N 形 成的咬角小,中心金属周围空间更开放,活性更高,有利于α-烯烃配位和插入,从而实 现 POE 所需的较高的α-烯烃含量。我国茂金属催化剂体系起步较晚,当前可用于 POE 生 产的催化剂几乎都被专利保护。中国石化北京化工研究院也为烯烃的高温溶液聚合进行了 高温催化剂的研制,开发了一种桥连双茂茂金属催化剂,经过浙江大学的实验验证,该催 化剂在高温下仍有良好的催化乙烯/高碳α-烯烃共聚的活性和共聚能力,性能与 CGC 相当。
茂金属催化剂机理:乙烯与α-烯烃结构相似,配位聚合机理也类似,但由于取代基的存 在,α-烯烃的聚合比乙烯更复杂:(1)α-烯烃,特别是高级α-烯烃,取代基会导致单 体位阻增加,与催化剂活性中心配位和插入时需要更大的空间,而且聚合活性通常较乙烯 低。随着α-烯烃链长的增加,聚合活性下降。丙烯聚合活性是乙烯的 1.0%~20.0%,1-丁 烯聚合活性是丙烯的 10.0%~33.3%。乙烯与α-烯烃共聚时,α-烯烃的竞聚率随着碳链增 长而变小,到一定长度后基本不变(2)由于α-烯烃的不对称性,因此,存在区域选择性 (如 1,2-插入和 2,1-插入)和立构选择性(如等规、间规、无规)的问题。α-烯烃插入 方式不同,导致最终聚合物的性能不同。
3.3.2. 聚合工艺
溶液聚合是 POE 合成工艺的主流,溶液聚合也分为以 Z-N 为催化剂的传统溶液聚合和以 茂金属为催化剂高温溶液聚合 Z-N 催化体系下,聚合温度在 40-70℃之间,低温下为避免聚合物粘度过高,聚合物浓度 偏低;而茂金属催化剂不仅能制备含结晶段的弹性体,改造后还具有耐高温属性,可以通 过提高反应温度(120℃以上)来降低反应体系粘度,确保器内良好传热和传质,因此高 温溶液聚合是制备 POE 的主流工艺,但我国缺乏茂金属催化剂,所以对聚合工艺更是缺少 深入研究。
3.3.3. α-烯烃的获取
线型α-烯烃是合成 POE 最重要的原材料,它是指双键在分子链端部的单烯烃,主要包含 1-丁烯/1-己烯/1-辛烯三个品种,是重要的有机化工原料和中间体,2018 年我国α-烯烃 消费量达到 72 万吨,目前应用主要集中在聚烯烃领域:可生产高性能线型低密度聚乙烯 (LLDPE)、高密度聚乙烯(HDPE)和聚烯烃弹性体(POE)的共聚单体,占国内α-烯烃 下游消费的 83%;在洗涤剂和个人护理领域,α-烯烃可用于生产阴离子表面活性剂α-烯 烃磺酸盐(AOS),占α-烯烃消费量的 9.3%;在合成高端润滑油方面,消费占比 2.6%。
供给端来看,我国面临低碳α-烯烃相对充足,高碳α-烯烃短缺局面:国内生产主要集中 在 1-丁烯领域,2017 年 1-丁烯产量 50 万吨;而 C6 及以上的高碳α-烯烃产量仅 5.8 万吨, 进口量 14 万吨,进口依赖度超过 70%。 在合成 POE 时,以 1-辛烯为共聚单体制得的 POE 机械性能最好,但 1-辛烯资源已被全部 被海外掌控,全球共 8 家企业生产 1-辛烯,其中英力士和沙索产能占全球的 60%,这些企 业除自身配套使用外,与下游有长期协议,国内资源获取难度较大。中国目前高碳α-烯 烃产能仅有己烯和癸烯。
1– 辛烯的生产工艺主要有蜡油裂解、费托合成法、烷烃脱氢、乙烯齐聚四种工艺:
1)蜡裂解工艺烯烃收率低和产品质量差,已基本被淘汰;
2)烷烃脱氢:以 UOP 技术为主,但工艺所生成的烯烃中大多数为直链内烯烃非α-烯烃, 副产品多,α-烯烃的含量小于 10%;
3)高温费托合成产物中包含一定量的高碳α-烯烃,可通过配套的分离技术提取,但由于 烯烃和烷烃混合体系中存在沸点相近的烯烃和烷烃组分,分离难度较大,国内费拖合成的 代表公司有国家能源集团宁煤公司、山西潞安集团、内蒙古伊泰集团及兖矿集团,2014 年 6 月 , 山 西 潞 安 纳 克 碳 一 化 工 有 限 公 司 建 成 了 世 界 首 套 利 用 费 托 法 煤 制 油 (Coal-to-Liquids,CTL) 技术生产α-烯烃的装置,产品碳链长度为 8~12(80%~90% 为 1- 癸烯),但几乎没有辛烯;
4)乙烯四聚工艺技术较先进,生产的 1-辛烯产品含量在 66%以上,全球仅 Sasol 公司实 现了工业化生产,1-辛烯大部分是由乙烯齐聚(三聚体)或萃取分离工艺得到,选择性低、 产量低、价格高。 2021 年 8 月大庆石化 3000 吨级 1-辛烯合成工业试验装置顺利中交,实验成功后有望实现 1-己烯 5000 吨/年、1-辛烯 2500 吨/年和癸烯 1300 吨+1-己烯 2500 吨/年的灵活切换,后 续应多关注乙烯齐聚及费拖合成产物分离两个领域的进展情况。
3.4. 当前国内 POE 工业化进展
当前国内已有多家企业攻关 POE 技术,其中万华化学进展最快,已完成中试,预计 2024 年 20 万吨 POE 装置投产,除此之外,茂名石化、斯尔邦、卫星石化、惠生工程都提出规 划 POE 或已处于中试阶段,POE 的国产化进程有望加快。(报告来源:未来智库)
3.5. POE 与 EVA 性能对比
EVA 与 POE 性能各有优缺点,EVA 价格较低、易加工、耐存储、交联速度快、与玻璃&背板粘结性能好;POE 优势主要在于材料性能好,抗 PID 性能优异、电阻率高、水汽阻隔率 大、耐低温耐黄变。 EVA 的劣势主要在于:醋酸乙烯在在光、氧气、湿热环境下容易发生水解,产生醋酸,对 电池片表面、焊带等腐蚀,同时还会与玻璃中的 Na 反应,可以生成大量的自由移动的 Na 离子,造成功率衰减;同时 EVA 容易在光热环境下发生黄变,影响透光性,造成组件整体 的功率损失。
POE 的劣势在于:POE 极性较低,胶膜加工过程中极性助剂溶剂析出至膜表面,造成表面 光滑容易移位;加工难度偏大,膜唇容易挂料;POE 粒子价格整体较 EVA 贵。 总体认为在未来几年,POE 粒子在胶膜粒子中的应用占比有扩大趋势,主要是受以下几点 因素的影响:
1、电池 N 型化:当前 P 型电池光电转化效率已接近 24.5%的上限,而 N 型电池转化效率 上限更高;P 型电池在硅片中的掺杂的硼氧复合体会引起电势衰减加快,N 型电池掺入磷, 抗衰减性能较好。N 型电池的 PID 效应在受光面更敏感,对 PID 衰减大的 N 型组件,在光 照恢复后,也会造成不可逆损伤,同时 N 型电池使用单玻封装时,背板水汽阻隔性较差, 因此选择 POE 胶膜进行封装,能降低组件的整体水汽透过率,延长组件的使用时间,因此, N 型电池的推广可以增加 POE 用量;
2、电池功率大型化:近年来,不同类型的电池组件功率均有明显的提高,发热量增大, 温度会对电池的峰值功率、开路电压等电性能产生较大影响,因此对封装材料的电性能要 求要来越高 ;
3、盖板玻璃减薄化及双玻组件增多:根据CPIA数据,当前玻璃厚度主要有<2.5mm、2.8mm、 3.2mm 三个等级;其中厚度<2.5mm 的玻璃盖板市场占有率 32%,预计到 2025 年比例将 提高到 50%左右,玻璃变薄会对封装材料性能要求越来越高,POE 具有良好的机械强度及 韧性 EPE 胶膜可以兼具 EVA 和 POE 的优点,是未来胶膜的重要发展方向;同时 POE 优异的材 料性能在汽车、电线电缆、机械、鞋底料、热熔胶等领域都有着巨大的应用潜力,随着国 产化进程的加快,POE 将培育出更大的市场空间。
We chat
